Strona główna › Pytania MEC.05 › Pytanie 729
MEC.05 · pytanie #729
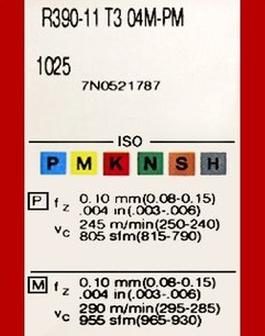
Dla płytki R390-11 T3 04M-PM szybkość skrawania podczas obróbki staliwa wynosi
- A295÷285 m/min
- B250÷240 m/min
- C190÷100 m/min
- D320÷300 m/min
Poprawna odpowiedź: B. 250÷240 m/min
Kliknij odpowiedź, którą uważasz za poprawną.
Wyjaśnienie
Poprawna odpowiedź, czyli zakres 250÷240 m/min, odnosi się do optymalnej szybkości skrawania dla płytki R390-11 T3 04M-PM podczas obróbki staliwa. Ta konkretna wartość została wskazana na etykiecie płytki, co podkreśla znaczenie dokładnych danych producenta w praktyce inżynieryjnej. Ustalanie właściwej szybkości skrawania jest kluczowe dla osiągnięcia efektywności obróbczej oraz jakości wykończenia powierzchni detali. Zbyt niska prędkość może prowadzić do obniżenia wydajności, a zbyt wysoka może skutkować nadmiernym zużyciem narzędzia i pogorszeniem jakości obróbki. Przykładowo, w branży obróbczej, stosowanie się do zalecanych prędkości skrawania pozwala na optymalizację cykli produkcyjnych i redukcję kosztów. Warto również pamiętać o standardach, takich jak ISO 3685, które dostarczają informacji na temat prędkości skrawania dla różnych materiałów i narzędzi skrawających, co dodatkowo wspiera podejmowanie właściwych decyzji technologicznych.
🤖 Wyjaśnienie generowane przez AI – weryfikuj w oficjalnych źródłach.